- 特集
-
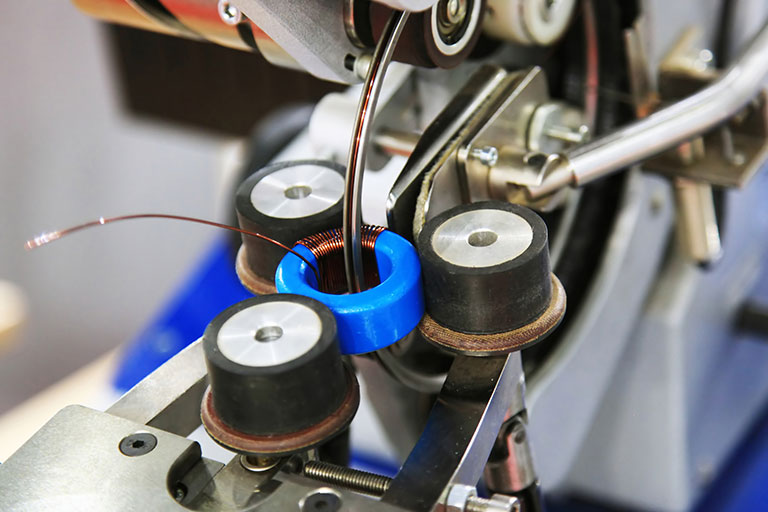
巻線工程のカットにおける切断不良を解決します
モーターの製造工程は多岐にわたりますが、特にモーターの性能を大きく左右するのが、コイルの芯に銅線を巻きつける「巻線工程」です。巻線はコイルに電磁石の機能を持たせる重要な工程ですが、その銅線のカットでは、さまざまな課題が発生しています… 巻線工程の切断不良やラインストップは、歩留まり率や生産性の低下の原因となるため、早急な対策が必要になっているのです。
目次
巻線機メーカー・装置メーカーのエンジニア、電子部品製造の生産技術のみなさまへ
巻線工程の「切断不良」で、お困りではありませんか?
スマートフォンなどの電子機器をはじめ、電子化が進む医療機器や、工場の自動化に欠かせないロボットなど、さまざまな分野で、より小型で精密なモーターが求められるようになっています。特に自動車製造では、パワーウィンド、バッテリーの冷却やドアミラー、EPS(電動パワーステアリング)モーター、燃料ポンプなどの補機用として、クルマ1台につき200個以上もの小型モーターが使われており、その需要は増加しています。
モーターの製造工程は多岐にわたりますが、特にモーターの性能を大きく左右するのが、コイルの芯に銅線を巻きつける「巻線工程」です。巻線はコイルに電磁石の機能を持たせる重要な工程ですが、その銅線のカットでは、さまざまな課題が発生しています…
巻線工程の切断不良やラインストップは、歩留まり率や生産性の低下の原因となるため、早急な対策が必要になっているのです。
〈巻線工程の課題〉
- 切断面に段差があり、2次加工が必要
- エナメル被覆線が切り残ってしまう
- 銅線を噛み込みんでしまい、ラインストップが発生
- 真鍮フープ材・エナメル線を傷つけてしまった… など
巻線工程の切断不良を、ベッセルのエアニッパーが解決します!
切断不良の原因のひとつは、ニッパーの「選定」と「使い方」にあります。
特に近年では、以下のような理由から切断不良が多く発生しています。
〈切断不良の原因〉
- 銅線・ニクロム線・真鍮などの柔らかい線材が多く、カットしづらい
- 常に刃の同じ位置でカットするため、ニッパーの摩耗が早い
- 巻線の線径が太くなっていて、ニッパーの能力が足りない
- 巻線機の小型化で、ニッパーの先端が入りにくくなっている
そこで採用されているのが、ベッセルの「エアニッパー」です。
カスタマイズ性の高いエアニッパーで、巻線工程の切断不良を解決します。
ベッセルのエアニッパーが選ばれる理由

エアーニッパーは、圧縮空気を動力源としたエアツール。射出成形のゲートカットや金属カットなどの作業を、エアの力で効率的に行うことができ、樹脂成形から金属加工まで、ものづくりの現場で広く使われています。

エアーニッパーの特徴
ベッセルのエアニッパーの大きな特徴は、自動機用として豊富なラインナップがあること。装置にあわせた形状選定や、ニッパーの刃(ブレード)のカスタマイズができ、巻線機への組み込みに最適です。
エアニッパーによる、巻線工程のカットの課題解決例
ベッセルのエアニッパーによる、巻線工程のカットの課題解決例をご紹介します。
ニッパーの強度不足で、刃先が曲がってしまう

従来の課題
銅線のカット工程。装置内が狭くニッパーの刃が入らないため、独自に研磨し細らせて使用。その結果、強度が低下してしまい、ニッパーの曲がりや刃のずれが発生していました…

別作の先細ブレードで解決
ワークの条件や装置周りの制限をヒアリングし、仕様に合わせた先細ブレードを別作することで解決しました。
(規格品のブレードを追加工できる場合もありますが、刃先強度には注意が必要です)
- 組み合わせ例
- 本体:GT-NWS20
別作ブレード:NW20BJ[***]
切断後の銅線の保持で、エナメル線に傷がついてしまう

従来の課題
銅線(φ2.8~4.5mm)のカット工程。カット後の銅線をエアーチャックで保持していましたが、滑り止めのついたチャック爪で銅線をつかむと、エナメル線に傷がついてしまいお困りでした… ストレートのチャック爪でも、銅線がずれて傷がついてしまいます。

別作のワイヤー保持ブレードで解決
銅線の径に合わせ、"くぼみ"を設た保持用のブレードを専用設計。銅線が接触する部分を面取りし、さらに銅線をつぶさないように保持力を減圧弁で調整することで、傷の問題を解決しました。
- 組み合わせ例
- 本体:GT-NS20
別作ブレード:N20DI[***]
真鍮フープ材のカットで、切り残しがでてしまう

従来の課題
真鍮フープ材(4×0.6mm)のカット工程。ワークが薄くて柔らかいため、従来のニッパー刃ではカットしきれず、皮一枚残ってしまうことがありました…

別作の超硬刃ハサミブレードで解決
薄くて柔らかいワークのカットは、刃と刃の間に材料が薄く残ってしまうことがあります。そこで、刃が行き違いになる「ハサミ形状」のブレードを別作することで解決しました。
- 組み合わせ例
- 本体:GT-NS20
別作ブレード:N20VHAB[***]
太い銅線のカットで、切り残しがでてしまう

従来の課題
太い銅線のカット工程。ニッパーの刃が摩耗すると、隙間ができてしまい切り残しの原因に… そのため、超硬ロウ付け刃で耐久性を高めていましたが、ブレード交換のコストも課題になっていました。

別作の超硬刃ハサミブレードで解決
太い銅線でも安定してカットができる、切断能力の高いエアニッパー 〈N50タイプ〉を選定。さらに刃の耐久性とメンテナンスのしやすさを考慮し、2枚の超硬ブレードを上下に取り付けた刃を別作し、交換を可能にしました。
- 組み合わせ例
- 本体:GT-NR50
別作ブレード:N50**[***]
細い銅線の噛み込みで、ラインストップが発生

従来の課題
細い銅線のカット工程。銅線は柔らかいため、ブレードの摩耗や挿入位置が違った時などに噛み込みが発生しやすく、ラインストップの原因になっていました。

別作のスプリング強化で解決
刃の隙間に切り残しの銅線が挟まると、ブレードが開かなくなってしまい、機械が止まってしまいます。そこで、刃を開くためのブレードスプリングを強化し、噛み込んでも強制的に開かせることで解決しました。
- 組み合わせ例
- 本体:GT-NS30
別作ブレード:N30VHAB****
装置が狭くて、ニッパーが配置できない

従来の課題
細い銅線のカット工程。装置自体が小さいため、小型のニッパーを選定しているが、それでもニッパー本体が装置に干渉してしまい配置できない…

別作の横向きブレードで解決
刃が横に向いた横向きブレードを別作。狭い装置内でも干渉せず、安定したカットができるようになりました。
(エアニッパー 〈GT-NF05〉が入るスペースがあれば、規格ブレードで対応できるため、コストダウンも可能です)
- 組み合わせ例
- 本体:GT-NS3
別作ブレード:N3BM****
別作ブレードの選定でよくあるご質問
- 金属カットには、どのような刃が良いですか?
-
ニッパーの刃には、おもに「片刃」「両刃」があります。粘りのある金属のカットには、片刃を選定ください。
また片刃でカットしきれない薄くて柔らかい線材の場合は、ハサミ形状をおすすめします。
- 銅線の切り残りが出てしまう…
-
条件にあったブレードを選定し直す必要があります。
別作ブレードの製作を含め、当社営業までご相談ください。
- 太線の切断時に、段差が出てしまう…
-
切断時に段差が出てしまうは、超硬+両刃の別作ブレードをおすすめします。
- 銅線まで距離があって、ニッパーの刃が届かない…
-
ニッパーの刃が届かない場合は、別作のロング刃をおすすめします。
- ニッパーを取りつけるスペースが狭い…
-
対応可能な本体(NFタイプ、アドバンスシリーズなど)の選定や、線径、条件に合ったブレードの選定をおこないます。
当社営業までご相談ください。
ベッセルではカスタマイズ性の高いエアニッパーで、巻線工程の「切断不良」の課題を解決します。
機種選定やカスタマイズのご提案、ワークのカットサンプル製作なども対応いたします。巻線機のニッパーのお困りごとは、ベッセルまでお気軽にお問い合わせください。