ナレッジ
2023.01.12
【関連知識】締め付けトルクとトルク管理について
自動車整備から生産ラインまで、あらゆる箇所で使用されている、ねじやボルト・ナット。締め付けにはドライバーや各種レンチが使われますが、力が小さいと緩みやすく、大きいとねじの破損につながるため、適正な力加減が必要とされます。特に鉄やアルミ・ステンレス、樹脂など、材質によっても力加減が変わるため、用途にあわせた「締め付けトルク」の管理が重要です。
締め付けトルクとは
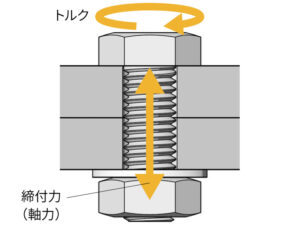
締め付けトルクは、ねじやボルト・ナットに加える締付力(ていけつりょく)のこと。
おねじ※は締め付けていくと、ねじの螺旋に沿ってなかに引っ張られ、わずかに伸びます。また被締付け物も、ねじの頭やワッシャーに押されてわずかに縮みます。(※小ねじ,ボルトのように、ねじ山が円筒の外側にあるねじ。めねじの対となるもの)
この元に戻ろうとする「伸び」と「縮み」の力によって、締付力が発生し、ねじと被締付け物が固定されます。
締め付けトルクで使われるトルク単位
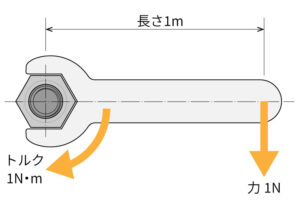
ねじの締め付けにかかる回転力を表す単位は、ニュートンメートル(N・m)が使われています。
これは「力」と「距離」で計算されるもので、1メートル(m)の棒に1ニュートン(N)の力を加えたときの回転力は、1N・mになります。
(以前はkgf・mが用いられていましたが、1993年に国際単位への移行が義務づけられました)
〈「N・m」と「kgf・m」の関係〉
kgf・m:「キログラムメートル」 1993年以前に主に使われていた単位
N・m:「ニュートンメートル」 1993年以降から現在まで主に使われる単位
| 1kgf・m = 9.8067N・m |
| 1kgf・m ≒ 10N・m |
| 1N・m ≒ 0.1kgf・m |
トルク法によるトルク管理
トルクと締め付け力は、Kとdを係数とする比例関係にあります。これを利用してねじの締め付け管理をする方法が、「トルク法」です。
トルク法は、トルクレンチやトルクドライバーだけで管理できるため作業性に優れ、最も多く採用されている管理方法です。
〈締め付けトルクの計算式〉締め付けトルク(T)= K×d×F
| K:トルク係数 | d:ねじの呼び径 | F:締め付け力 |
トルク系数(K)は、ねじと被締付け物との接触面の摩擦係数(μ)によって変化します。
摩擦係数を減らすとトルク係数(K)は小さくなり、少ない力で高い締め付けトルク(T)が得られることになります。
しかし、ねじ部や座面の摩擦係数にばらつきがあれば、どんなにトルク管理を徹底しても締め付け力がばらつく欠点があります。(一般のボルト・ナット締め付けでは、K=0.2を基準値としています)
その他のトルク管理方法
締め付け力の管理には、トルク法以外にも下記のような管理方法があります。
| 回転角締付け法 | 締め付けの回転角度と、ねじに発生する締め付け力が比例することを利用して、回転角度で締め付け力を管理する方法 |
| トルク勾配締付け法 | 締め付け回転角に対する締付けトルクの勾配の変化をもとに、締め付け管理を行う方法 |
| ねじの伸び測定 | ボルトの伸びを超音波などで精密に測定して、その伸びから締め付け力を測定する方法 |
トルク法の検査方法と特徴
トルク法の代表的な検査には、「増し締め法」「戻しトルク法」「マーキング法」の3つがあります。
増し締め法
締め付けられたねじを、トルクレンチを使いさらに締め、ねじが回転しはじめる瞬間のトルク値を読み取ることで、締め付け時のトルクを推定します。増し締めするため、締め付けトルクが初期値にくらべ大きくなる傾向があります。(主に、組立て製品の品質確認や、耐久試験後のねじの締結の確認に使用されます。)
戻しトルク法
締め付けられたねじを、トルクレンチを使い少し緩め、その時のトルク値を読み取ることで、締め付け時のトルクを推定します。検査後に再度指定トルクで締め付けが必要となります。(主に、小径のねじのトルク検査でよく使われます。)
マーキング法
締め付けられたねじにマークをつけ、少し緩めてからトルクレンチを使い再びマークの位置まで締め付け、トルク値を読み取ります。手間がかかりますがばらつきが少なく、正確な検査が可能です。
生産ラインにおけるトルク管理の重要性
ねじの締め付け力は、許容範囲を超えて大きすぎても小さすぎても、ねじの破損や製品不良などの不具合・事故につながります。
ねじの締め付けの信頼性を確保するためには、これまでの実績や強度計算をもとに、設計段階で最適なねじを選定するとともに、いかに製造段階の締め付けトルクを管理していくかが重要となります。
〈締め付け力が大きすぎる場合〉
| おねじが緩む | 締め付け後の外力により、ねじ部の伸びが進行する |
| めねじが緩む | 締め付け後の外力により、ねじ山の変形が進行する |
| 座面が破損する | 締め付け後の外力により、破損につながる |
| 被締付け物が破損する | 締め付け後の外力により、破損につながる |
〈締め付け力が小さすぎる場合〉
| 被締付け物が破損する | 外力(振動)により、疲労が増し破損につながる |
| ねじが緩む | 外力(振動)により、ねじが緩み外れる |
トルクツールの管理について
トルク法で使われるトルクツールには、トルク管理を人力(目視やクリック音)で行う、トルクドライバー・トルクレンチなどの「手動式トルクツール」や、トルク制御を自動で行う「動力式トルクツール」があります。
これらのトルクツールは、品質管理やトレーサビリティ確保のため、トルクテスターやトルクメーターによる精度チェックが欠かせません。管理されたトルクツールを使ってはじめて、工場全体の体系的なトルク管理が実現します。
<関連製品>
毎日のトルクチェックにより、安心のねじ締め・緩めを実現
トルクメーター〈VTMシリーズ〉https://vessel.co.jp/product/electric_items/551013/

