ナレッジ
2022.06.02
【基礎知識】ビットの選定
ビットの選定①
ビットが折損すると、交換のための効率が悪くなったり、傷をつけたりすることで組み立て品の品質にも悪影響を与えます。最適なビット選定でビット交換の時間を節約、ネジ頭の補修や締め直しなど無駄な作業内容を改善できます。
POINT課題のポイント
- ビットが折れて製品を傷つけた
- ネジ頭を潰してしまった
- ネジに折れた刃先が詰まった
- 廃棄物の量を減らしたい
- ネジ締めコストを減らしたい
| 品名 | 画像 |
| A14 No.2x65H |  |
| AT14 No.2xΦ3.5x65H |  |
| A14 No.2x65H ダイハード鋼 |  |
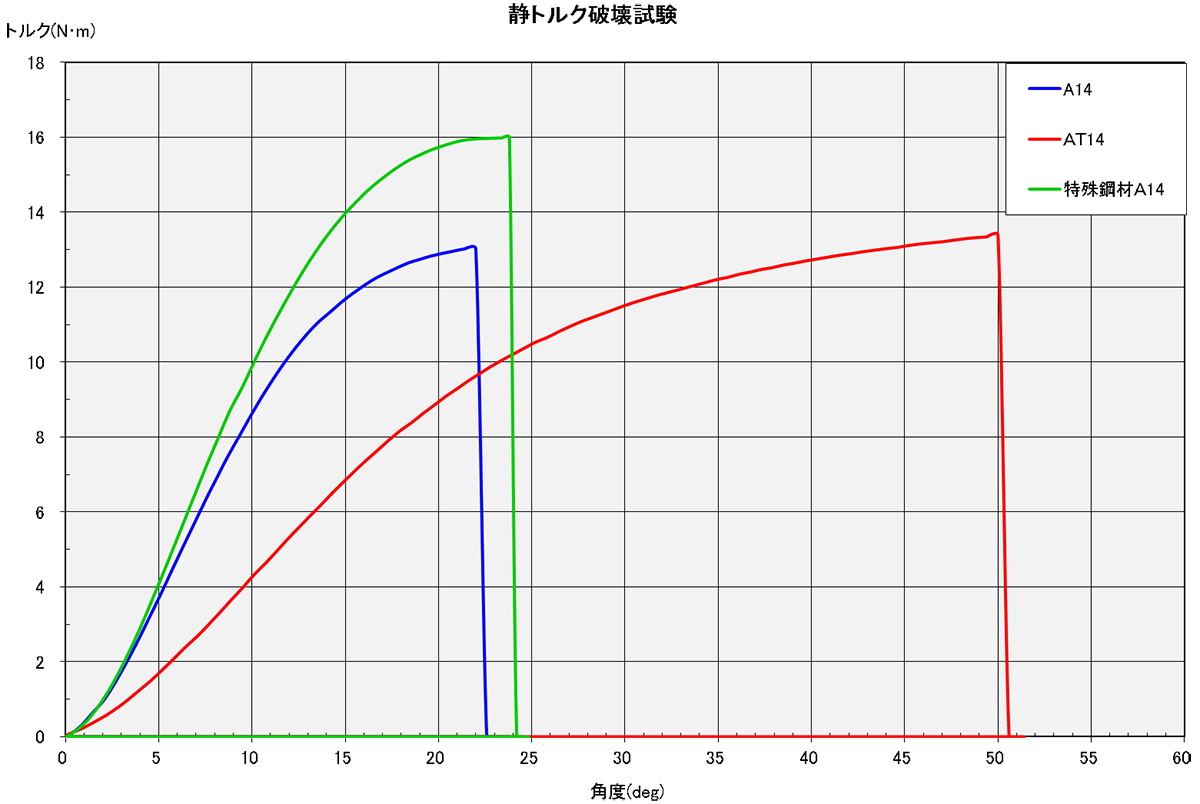
破壊試験
トルク試験機により、先端部固定でビットを捻った時に破損及び変形に至るまでの荷重を確認する。出代40mm、速度1rpm
トルク:先端が破断するトルク(高いほど折損しにくい)
角 度:先端が破断するまでの回転角度
(角度が大きいほど、衝撃吸収効果があるが、伝達トルクロスも大きい
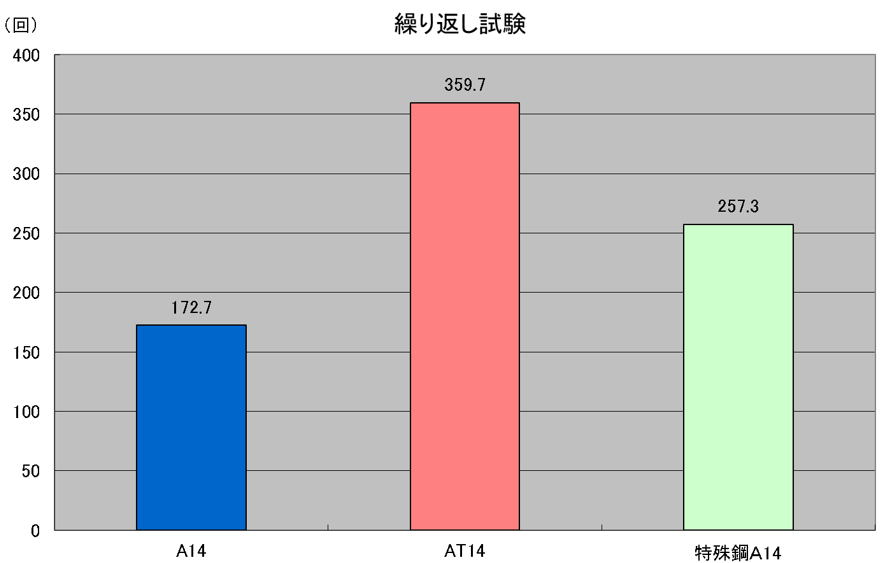
繰り返し試験(疲労試験)
試験機により、先端部固定でビットに対して左右に一定荷重を繰り返しかけた場合に破損に至るまでの回数及を確認する。
速度1rpm
ゆっくりと負荷をかける繰り返し試験ではトルクロスでトーションビットが高い数値となる。
機械打ち込み試験(疲労試験)
電動インパクト(100V)を使用してドリルビスを厚さ2.3mmのC型鋼SS材に厚さ1mmのボンテ板を取り付けたものに打ち込む。
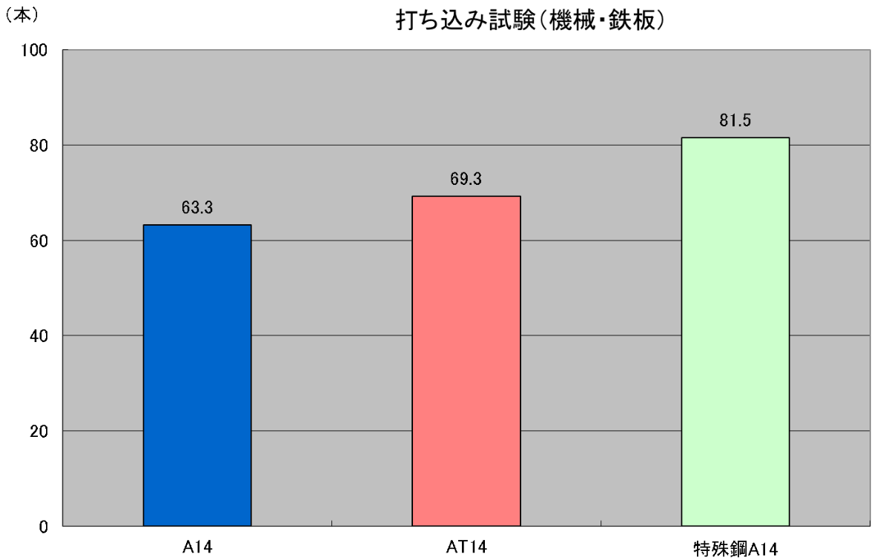
※ダイハード鋼は材料が持つ高いポテンシャルでトルクロスが少なく打込み本数が増える。
建築、金物向け
スタンダードのビットはこれ → A14
ダイハード鋼のビットはこれ → GS14
ダイハード鋼のトーションはこれ → SST14
産業、アッセンブリー向け
スタンダードのビットはこれ → A14
ダイハード鋼のビットはこれ → A14DX
トーションビットはこれ → AT14
ビットの選定②
ビットが折損すると、交換のための効率が悪くなったり、傷をつけたりすることで組み立て品の品質にも悪影響を与えます。最適なビット選定でビット交換の時間を節約、ネジ頭の補修や締め直しなど無駄な作業内容を改善できます。
POINT課題のポイント
- ビットが折れて製品を傷つけた
- ネジ頭を潰してしまった
- ネジに折れた刃先が詰まった
- 廃棄物の量を減らしたい
- ネジ締めコストを減らしたい
PH2刃先の種類と選定
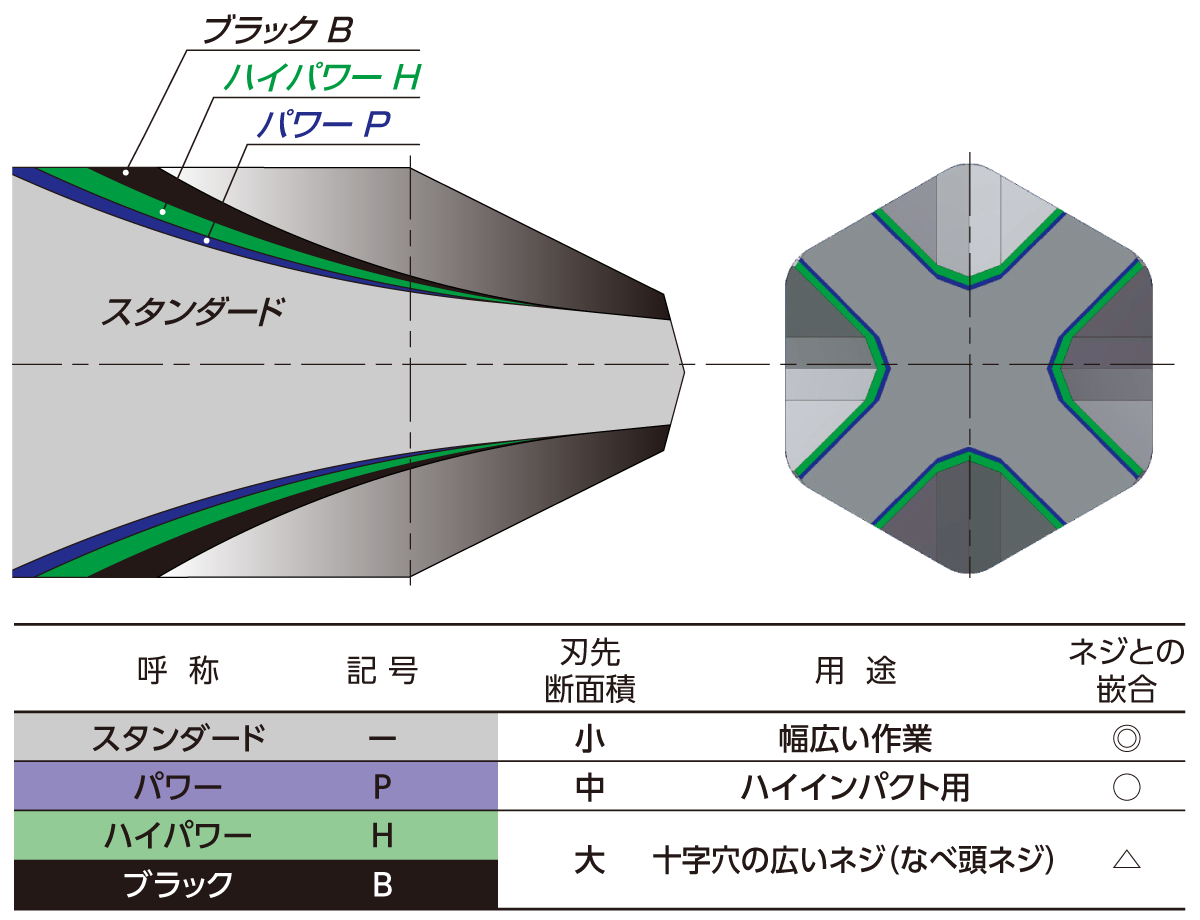
木ネジなど、比較的穴の深いネジは、ビット先端仕様の違いで勘合(使用安定具合)に差が出る。スタンダード先端(A14)はかん合に優れ、ベストである。ビットの耐久性を持たせるためにパワー先端Pを選択される場合がある。
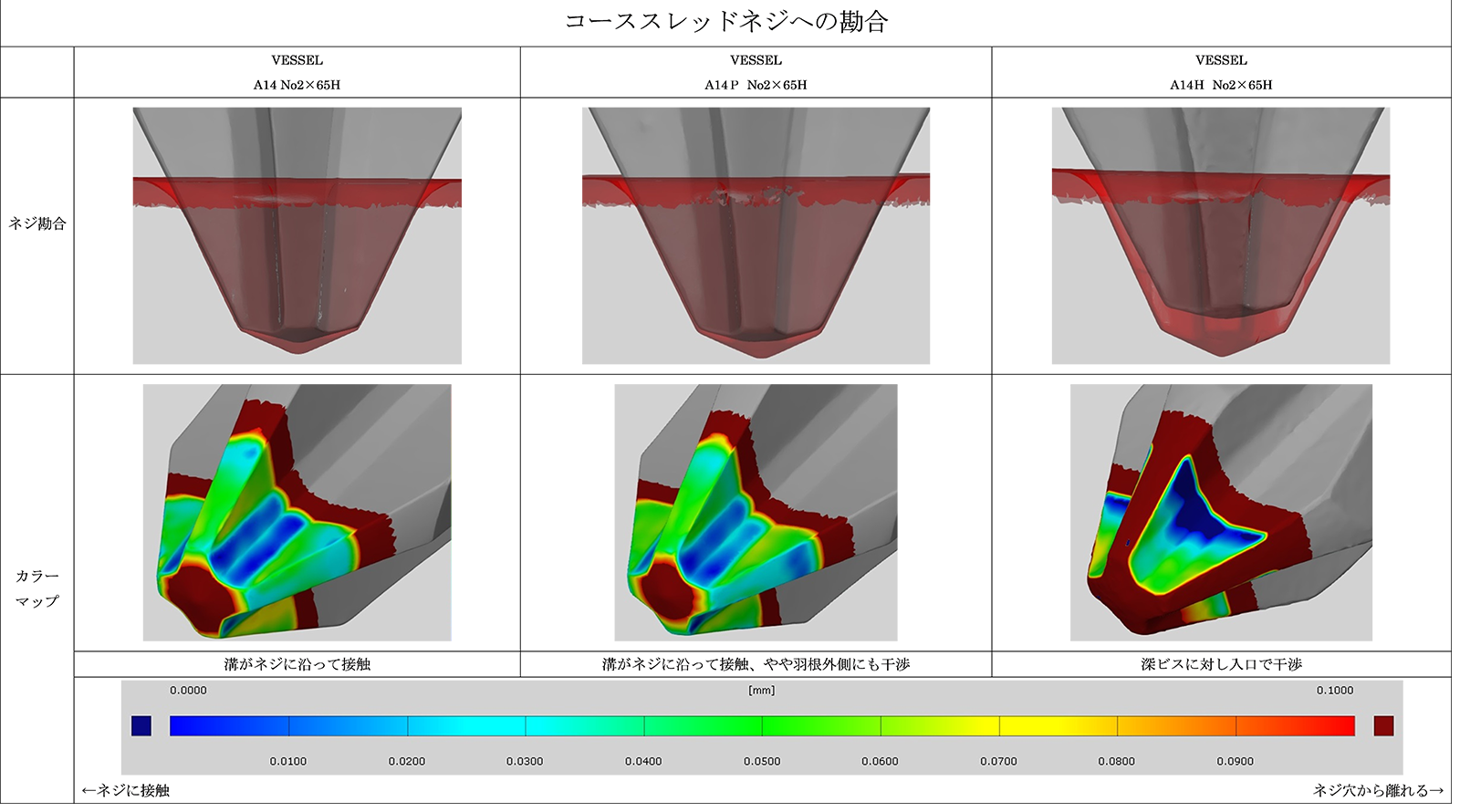
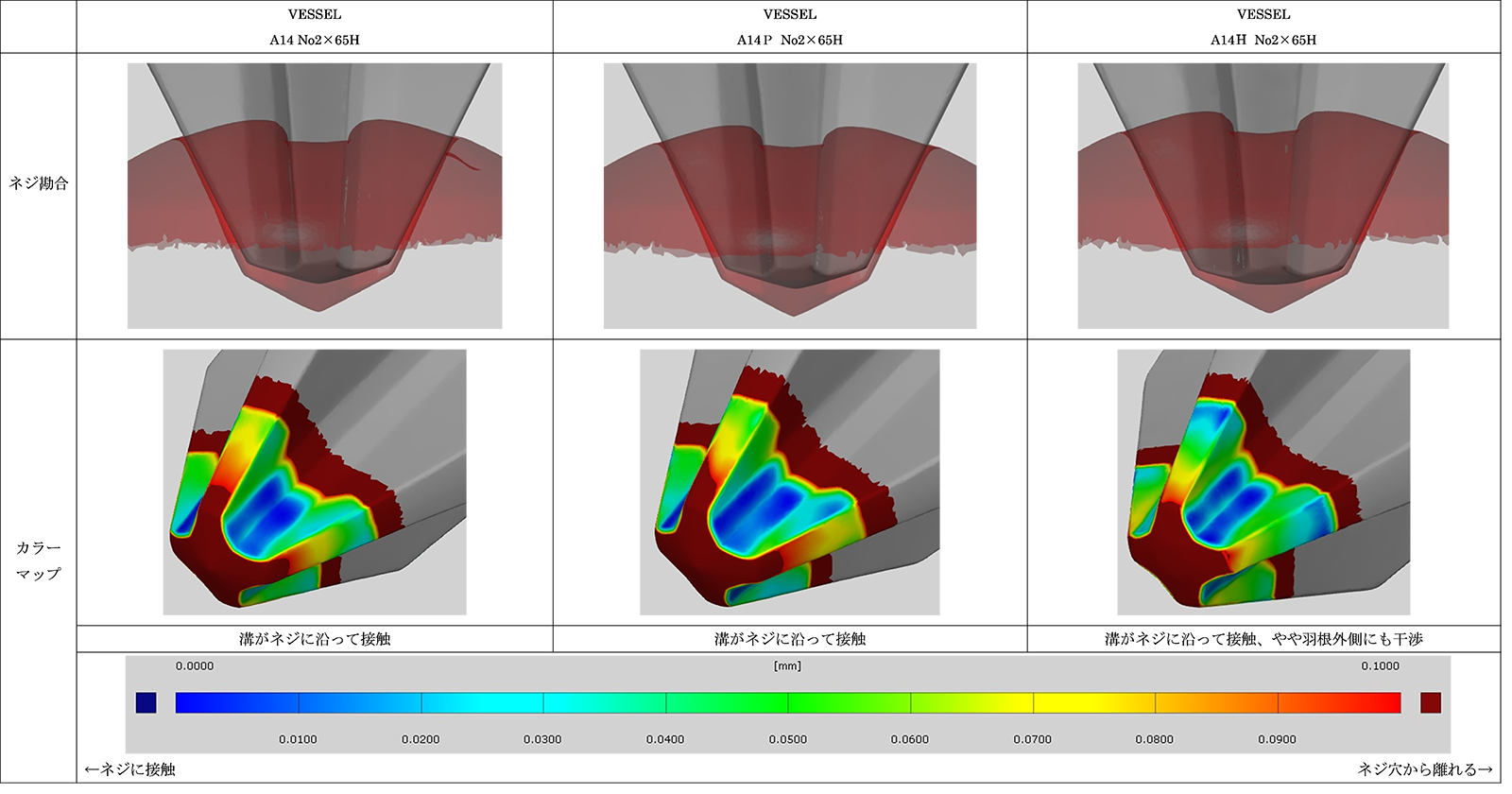
ドリルネジなど、比較的穴の浅いネジに対してはどのビットも安定して使える。この場合ハイパワー先端Hが肉厚を多く取っているので耐久が高くなる。
産業、アッセンブリー向け
スタンダードのビットはこれ → A14
パワー先端のビットはこれ → A14P
ハイパワー先端のビットはこれ → A14H
ビットの選定③
ビットが折損すると、交換のための効率が悪くなったり、傷をつけたりすることで組み立て品の品質にも悪影響を与えます。最適なビット選定でビット交換の時間を節約、ネジ頭の補修や締め直しなど無駄な作業内容を改善できます。
POINT課題のポイント
- ビットが折れて製品を傷つけた
- ネジ頭を潰してしまった
- ネジに折れた刃先が詰まった
- 廃棄物の量を減らしたい
- ネジ締めコストを減らしたい
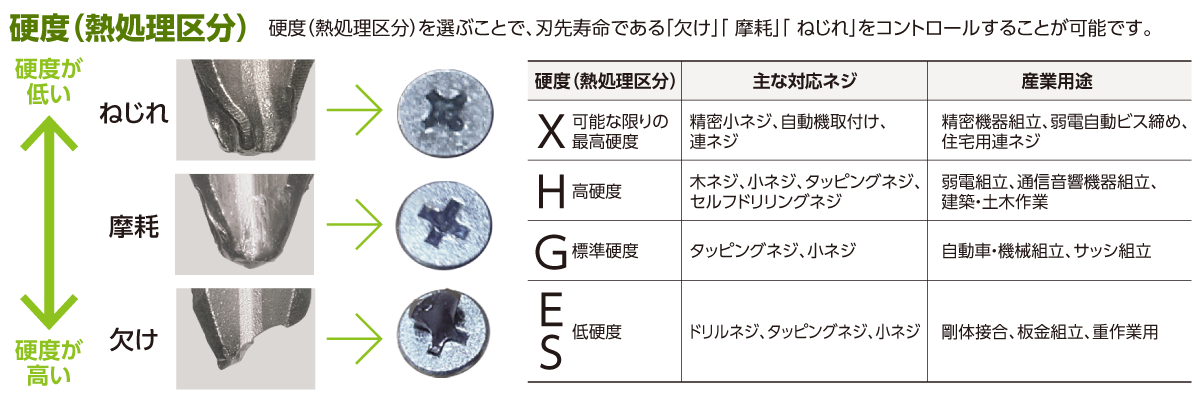
熱処理区分による選定
硬度(熱処理区分)を選ぶことで刃先寿命である「欠け」「摩耗」「ねじれ」をコントロールすることが可能です。