【課題解決】工作機械機内の除電で、樹脂の切粉の付着を解決
樹脂製品の試作や小ロットの加工に欠かせない「切削加工」。近年では、部品の軽量化やコストダウンのため、鉄から樹脂へ置き換えるケースも増えており、射出成形や樹脂切削のニーズも増加しています。
この記事では樹脂製品における、試作工程でのお困りごとをご紹介します。
樹脂切削における静電気の課題

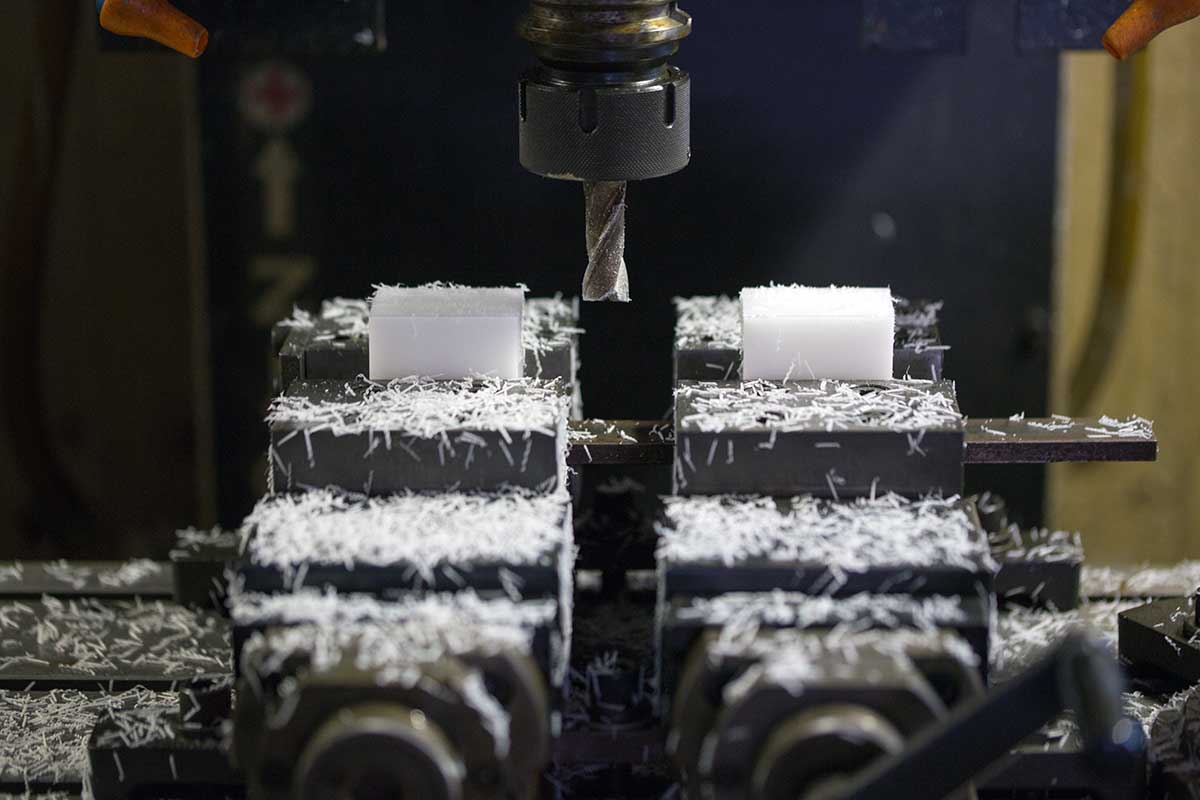
一般的に試作など一品ものの樹脂製品は、マシニングセンタなどの工作機械を使い、切削加工で削り出されます。しかし、切削油を使わないドライ加工のため、ワークと刃物の摩擦によって静電気が大量発生。ツールホルダーやノズル、機内の壁面に樹脂の切粉が付着してしまう課題がありました。
静電気で張り付いた切粉は、エアーで飛ばしてもなかな除去できず、吹き飛ばしても再付着してしまいます… 加工後は、工作機械内の切粉をすべて清掃する必要があり、次の加工の段取りに時間がかかってしまうため、いかに静電気を除去するかが、生産性向上のカギとなっていました。
POINT課題のポイント
- 静電気が大量に発生し、切粉が機内に付着
- エアーで飛ばしても除去できず、清掃に手間がかかる
工作機械機内の静電気トラブルを「ハイパワーノズル」で解決
工作機械の生産性向上は、段取りがすべてです。ドライ加工のニーズが高まるなか、静電気によるトラブルも増加しています。切削加工では、帯電した切粉が次々発生するため、付着してから除電・除塵する方法では、除去が追いつかないことがありました。
そこで採用されているのが「静電気除去ハイパワーノズル」です。
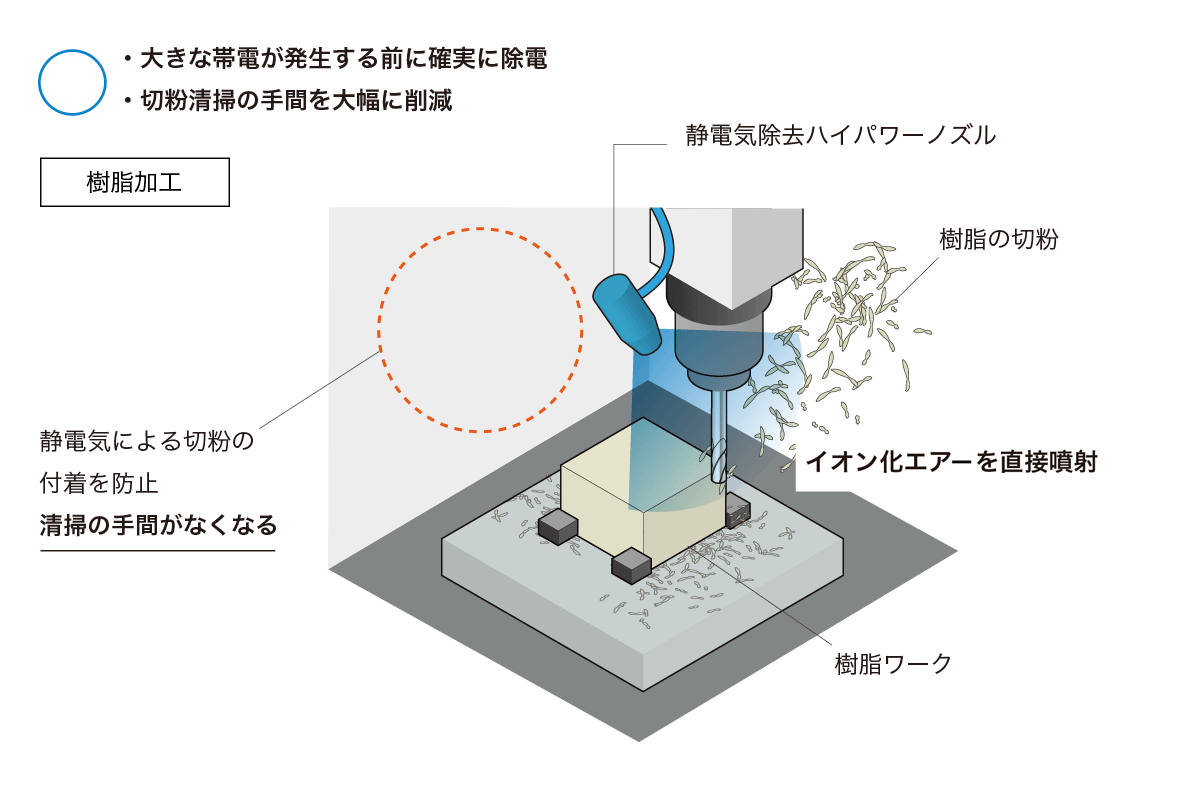
静電気除去ハイパワーノズル〈HPN-1〉は、帯電量の多いワークに最適な高圧電源ユニット〈GP-1〉を使用した、パワフルタイプのイオナイザー。自在に調整できるフレキノズルを使い、刃物とワーク(樹脂)に向けてイオン化エアーを直接噴射することで、大きな帯電が発生する前に確実に除電することができます。
主軸の横に設置することで、工作機械の機内への後付けや移動もかんたんです。刃物やワーク、機内への切粉の付着がなくなり、清掃の手間を大幅に減らすことができます。
工作機械の機内の除電で、現場の生産性向上におこたえします。
POINT解決のポイント
- 大きな帯電が発生する前に確実に除電
- 切粉清掃の手間を大幅に削減
関連商品

このサイトの運営者

お問い合わせフォーム
本記事についてのお問い合わせは、下記のフォームからご連絡ください。
課題解決事例は課題解決のための皆様の「気付き」となればと考えています。更なる改善案などがございましたら是非とも共有させていただきたいと存じます。
掲載に関しては都度、ご確認の上追加掲載させていただきます。